
加工作業開始前の注意事項
一般的な人工大理石には表と裏がありますので、まず、表裏の確認をしてください。裏にはインクジェトプリンターによる通し番号が印字されています。
一般的な人工大理石は各色用意してありますので、ご希望の色であるかどうか確認してください。更に、2枚以上のシートを接着し御使用になる場合、色の違いには十分注意してください。
次に、表面のキズ、凹凸、それに異物などがないことを確かめてください。
以上のような検査は充分明るい場所で行ってください。しかし、直射日光では、かえって検査しにくくなりますので、御注意ください。
機械加工
一般的な人工大理石は硬質木材並みの加工性を持っていますので、使用する加工工具類は木工用伝道工具で充分です。
良い加工品を得るためには、適切な工具を使用し、適切な加工条件で行うことが必要です。とりわけ、工具の切れ味には充分注意してください。カーバイドチップ付の超硬派の御使用が適しています。
不適正な条件で加工しますと、外観を損ねたり、著しく強度の低下を来たすことがありますので充分注意してください。
(1)一般的な機械加工工具
丸鋸(ランニングソー パネルソー 昇降盤 ハンドソー)
ルーター トリマー ベルトサンダー オービタルサンダー
ダブルアクションサンダー(エアー式) 大型サンダー ドリル
(2)切断
一般的な人工大理石を切断する場合、真直ぐに切断する直線切断と曲線状に切断する曲線切断がありますが、各々の切断に適した工具を使用することをおすすめします。
どの切断でも、切断面を美しくするためにも、また加工製品の強度を向上するためにも、切断面に切断工具の刃の跡が残らないように切断後、切断面を研磨してスムーズに仕上げてください。
そのため、MRC・デュポン(株)としては、デュポン コーリアンの切断面に、ジグソーの使用をお薦めしておりません。しかしどうしても使う場合、切断後に必ず残る刃の跡を十分に研磨して、スムーズに仕上げることが特に必要です。
切断面の研磨仕上げの手数をすくなくするためには、ルーター、トリマーのご使用をおすすめします。
a.直線切断
大量切断ではカーバイトチップの付いた超硬刃のランイングソーかパネルソーを使います。
刃の位置は一般的な人工大理石のシートより20㎜~30㎜程度がでるようにしてください。
切断速度は鋸刃、馬力、それにデュポン コーリアンの厚みによって変わりますが、次を目安にして切断することをおすすめします。
切断速度の目安(5.6KVA、直径35.5㎝の丸鋸使用の場合)
デュポン コーリアンの厚み13㎜ 切断速度 約3m/分
少量切断と施工現場切断等では、電動丸鋸、ルーターなどを用い、ストレートガイドを使います切断し易くなります。
ストレートガイドを使った丸鋸
ストレートガイドを使ったルーター
ルーターのベースプレートを一般的な人工大理石にしますと、切断する一般的な人工大理石の表面に傷をつけずに操作できます。
ベースプレートを一般的な人工大理石にしたルーター
b.曲線切断
曲線切断には必ずルーターを御使用ください。テンプレートを使いますと切断も速く、正確な仕上がりとなります。
ルーターを使いますと、切断面はスムーズに仕上がりますが、もしスムーズに仕上がらない場は、2枚刃ビットを使って仕上げるか、サンドペーパーやナイロンたわしを使ってスムーズに仕上げます。
ルーター(テンプレートを使っての曲線切断)
(3)切り抜き
切り抜き用工具はルーターを使います。テンプレートを使い正確に切り抜くようにします。
切り抜きのコーナーは必ずR加工にします。
切り抜きのコーナーは必ずRをつける。
なお切り抜きを行った一般的な人工大理石を移送するような場合、移送途中や運搬等の扱い中に割れたり、かけたりする恐れのある場合は、次のようにしますと、それらを軽減するこが出来ます。
※切り抜きを工場で全部行わず、部分的な切り抜きを行ない施工現場で切り抜きを完成させる方法。
部分切り抜き
※工場で、完全に切り抜いた場合は、一般的な人工大理石シートの両端に、溝をつけた木材を当て、バンドで締めて補強する方法を行ってください。
両端に木枠を当ててバンドで締めて切り抜いたシートを補強
(4)穴あけ
穴あけには電動ドリル、ホール・ソーまたはストレートビット付、ルーターをご使用ください。
いずれの場合もカーバイト・チップ付超硬刃をご使用ください。
最後のつき抜けは注意深く、ゆっくりとあけてください。
あなあけには絶対に螺せん状の錐のついた工具は使用しないでください。
(5)面取り
化粧面取り加工、トリミング加工にはルーター、トリマーを使用します。
ルーターでは、鋭利なカーバイトチップの付いた化粧用ローラーガイド付ビット、または、ローラーガイドのないビットをご使用になる場合はテンプレートをご使用ください。
化粧面に仕上げようとする面をルーターで加工する前にその面をスムーズに研磨しておきます。
ローラー付ビット
外側の面取り加工の場合、ルーターを外側の面に向って左から右に移動させます。内側の面取りでは時計の方向にルーターを動かします。
ルーター(外側の縁の面取りは左から右に移動させます。)
ルーター(内側の縁の面取りは時計方向に移動させます。)
面取りはルーターのベースプレートを一般的な人工大理石にしっかりつけてゆっくり行ってください。
面取り後、サンドペーパーかナイロンたわしでスムーズに仕上げてください。
取り後のスムーズ仕上げ
一般的な人工大理石の13㎜厚シートはルーターがかけられる加工とソリッド材の特長を生かしていろいろな面取り化粧が出来ます。
一般的な人工大理石の加工を継続的に行う場合は下図の形状加工が可能なルータービットをそろえてください。
ダブルアクションサンダー
一般的な人工大理石の加工において、研磨や仕上げが必要であることを紹介してきましたが、それらはシーム接着部分の仕上げ、一般的な人工大理石表面のこまかい傷などを除去するために行うものです。
また研磨、仕上げにはオービタルサンダー又はダブルアクションサンダーを使用し、順序として必ず、次のことを守ってください。
【サンドペーパーの使用順序】
粗仕上げ:♯100~♯150
中仕上げ:♯240~♯320
最終仕上げ:♯400またはナイロンたわし(ソリッドカラーの場合)
♯600またはナイロンたわしで軽く(シエラ、モンタナの場合)
中仕上げを省略しますと粗仕上げの跡が最後まで残りきれいに仕上がりません。
耐水ペーパーに水を併用しますと、研磨が早くその上研磨粉の飛散がなくなります。なお、水をけて研磨するときはエアー式サンダーを使用してください。
オービルサンダー
一般的な人工大理石は独特の艶消し状でソフトな温かさのある質感が特長ですが、品種・色によっては、艶を出すことにより別の高級感を演出することが出来ます。
艶を出すことにより、汚れが付きにくく、落としやすくなりますが、スリ傷が目立ちやすくなりますので、使用部位によっては注意が必要です。
使用サンダーは研磨、仕上げの項と同じですが、オービタルサンダーはリングマークが残る可能性があります。
a.艶出し方法(代表例)
♯100または♯150
↓
♯240または♯320
↓
♯400 →ソリッドカラーの通常仕上げ
↓
♯600 →シエラ、モンタナシリーズの通常仕上げ
↓
♯800 →半艶出し仕上げ
↓
極細コンパウンド→艶出し仕上げ
b.艶出しの場合のメンテナンス
スリ傷がついた場合は傷の深さにより、♯100~♯240程度のサンドペーパーを使用して傷を取り除き、順次細かいサンドペーパーを使用して、上記艶出し方法と同様に作業を行ってください。
レザーカット、サンドブラストそれに彫刻などの加工法できます。
接着加工
一般的な人工大理石と一般的な人工大理石
一般的な人工大理石と木材(合板)
一般的な人工大理石と金属(スチール、アルミ)
一的な人工大理石と無機質材(モルタル、タイルなど)
注)1.強力両面接着テープ、ホットメルト接着剤はシリコーンシーラントなど長時間養生が必要なものと併用すれば便利です。
2.瞬間接着剤はシーム接着剤と作業性が大きく異なりますので、使用に際してはメーカーの使用法、取扱説明書等を充分お読みください。均一な接着厚みが保たれてないと、硬化が遅れたり接着剤が充分に充填されない欠陥が発生するおそれがありますので、長尺物の加工には細心の注意が必要です。また、場合によってはシーム部分が目立つおそれがありますのでカウンターのシームレス接着用にはお勧めしておりません。
3.シリコーンを特に接着性能を必要とされる用途(水回りなどに)使用する場合は、被着体の種類に応じた適切なプライマーを御使用ください。プライマーの種類については各社シリコーンメーカーにお問い合わせ下さい。
4.壁面施工用接着剤の詳細については「壁面施工ガイド」を参照下さい。
5.ここに掲載する接着剤は改正建築基準法ホルムアルデヒド発散量F☆☆☆☆又はそれと同等品です。
タブコンテンツ
調整中
調整中
曲げ加工
加熱炉(オーブン)を使用する、標準的な曲げ加工の方法を以下に示します。
切断面のエッジは、サンディングを施し、曲げる際の引き裂きの原因となる、欠けや傷を取り除きます。曲げ加工する材料の大きさは、加熱による寸法変化や成形による両端の反りを考慮して、最終製品寸法より大きめにしてください。
板厚13㎜のシートについては、曲げ加工でアールとなる部分の裏面に(アールと平行に)深さ6㎜巾約3㎜の溝を、1~3本程度(アールの大小、シート巾により増減)切っておくと、曲げ加工時に凹反りを防いで後工程の接着、仕上げを容易にすることができます。
曲げ加工時の材料の温度は135℃~160℃になるようにします。これより低い温度ではクラックや白化を生じることがあります。これより高い温度では、発砲したり、クラックや白化を生じることがあります。
また、この範囲外の温度で曲げ加工された材料は一般にもろくなります。
材料全体を加熱してください。部分加熱はさけてください。加熱時間はオーブンの種類(ヒーターのデザイン)、材料の大きさ等により変化しますので、不用のシートを使って、それぞれのオーブンに最適な温度と時間を前もって調べられることをお勧めします。
以下に代表的な循環式オーブンの場合の加熱時間を示します。
板厚 オーブン温度 加熱時間
6㎜ 150℃ 20~50分
170℃ 15~30分
10㎜ 150℃ 30~60分
170℃ 20~40分
13㎜ 150℃ 40~80分
170℃ 25~45分
オーブンの温度が180℃を越えると、黄変したり、材料内部の温度が成形温度に達する前に、シート表面を過熱して不安定になりますので、オーブンの温度は180℃を越えないようにしてください。
注:グラーサは透光性が高いため変色が目立ちやすいので、加熱し過ぎないようにご注意下さい。オーブン温度は150~160℃をお勧めします。
(4)最小曲げ可能アール
板厚 最小内アール
6㎜ 30㎜
10㎜ 70㎜
13㎜ 100㎜
(グラマーサ、マグナリシリーズは200㎜)
上記アールより小さいアールに曲げる場合は、白化やクラック、クレーズなどを生じる可能性があります。また、衝撃強度も少し小さくなる可能性があります。
ベニヤ合板を使って型を作ってください。金属または一枚板の木の場合は、適当な冷却速度が得られません。加熱されたシートを、希望する形に完全に保持するためにはピッタリ合板するオス型とメス型が必要です。
(6)冷却時間
材料の温度が、80℃以下になるまで、型に入れたまま徐冷してください。80℃以下になれば、拘束されずに、形を変えることなく室温(10~38℃)まで冷却されます。次に代表的な冷却時間を示します。
6㎜ 10~20分
13㎜ 20~40分
曲げ加工を施す材料を接着する場合には、まず曲げ加工を行ってから接着してください。シーム接着剤は成形温度では弱くなり、曲げ加工時に接着部が破断する可能性があります。
施工
水平面の施工
デュポン コーリアン?をキッチンカウンターの水平面に使われる場合は13㎜のシート、その他のカウンターの水平面には10~13㎜が適しています。6㎜は通常壁面用に使用してください。
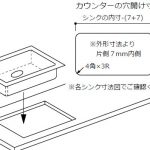
クックトップ及びシンク穴の切り抜きは継ぎ目から80㎜以上、端から50㎜以上離します。
切り抜きはルーターを使用してください。切り抜き部のコーナーは20㎜R以上とってください。
切断面はスムーズにし、上下エッジは2㎜R以上の丸味をつけ150~240番程度のサンドペーパーで仕上げてください。
クックトップの切り抜き穴は全周、切り口から25~75㎜の範囲でさん木で支持してください。
クックトップの切り抜き穴にはアルミテープを図のように貼ってください。
注:クックトップは一般的な人工大理石の切り抜き開口部の中心に置き、一般的な人工大理石に接触させないでください。
●ガスクックトップの場合
●200V電気クックトップの場合
当施工方法は、今後ますます普及が進むと予想される、ニクロムヒーター、シーズーヒーター、ハロゲンヒーター等の200V電気クッカー対策用として開発したもので、一般的な人工大理石製カウンターの、ヒーターの熱によ温度上昇を抑える効果があります。
(2)ネジ止め
一般的な人工大理石のカウンターに直接ネジをきかせることは避けてください。ネジを使うときはコンパネや角材を接着してネジをきかせます。
一般的なガイドラインとして、13㎜厚の一般的な人工大理石カウンターは、150㎜以上の突き出し寸法の場合、下からの支持(サポート)が必要となります。
突き出し寸法 施工方法
0~150㎜・・・・サポート不要
150~300㎜・・・・12㎜以上の合板またはブラケットが必要
300~450㎜・・・・12㎜以上の合板とブラケットが必要
450㎜以上・・・足が必要
又、10㎜厚の場合は、以下の突き出し寸法をご参照ください。
突き出し寸法 施工方法
0~ 90㎜・・・・サポート不要
90~170㎜・・・・12㎜以上の合板またはブラケットが必要
170~260㎜・・・・12㎜以上の合板とブラケットが必要
260㎜以上・・・・足が必要
一般的な人工大理石カウンターの桟木または、キャビネットの上端は左右または、前後600㎜以内に配置してください。
柱廻り、壁廻り等でもコーナーには10R以上をとってください。
(6)L型カウンターの継ぎ目
L型カウンターの継ぎ目は図の様な加工が強度の点から最適です。
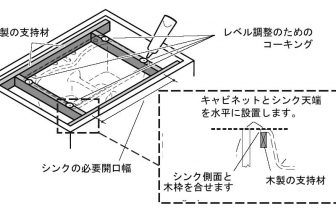
シーム接着部の下には、充分な厚みの合板または、金属によるサポートを取り付けてください。
キッチンキャビネットの上端のレベルは、キッチン全体で3㎜以内に入るようにしてください。また、クックトップやシンクの開口部周辺のレベルは、1㎜以内に入るようにしてください。
キッチンカウンターの前面裏打ちはクックトップの熱を蓄積しやすく異質材の膨張率の違いによる反りの原因になるため、お勧めしておりません.桟を使って補強を行ってください。
キッチカウンターのキャビネットへの取付けは、300~400㎜ピッチのシリコーンの点付けで行ってください。
(9)熱膨張
一般的な人工大理石は温度変化によりわずかな伸縮がありますのでカウンター両端が壁の場合は伸縮分のニゲを見て、のみ込みをとるかシリコーンコーキングによる弾力性のある目地をとってください。伸縮量は次式により求められます。
Δ?=?×a(t2-t1)
Δ?=伸縮量(㎜)
?=材料の元の長さ
a=一般的な人工大理石の線膨張係数3.2×10-5/℃
(ソリッドカラーの場合)
t1=最低温度
t2=最高温度
たとえば、3mのカウンターを施工する時、施工時の温度が0℃で使用時40℃となった場合の伸び量は、
Δ?=3,000×3.2×10-5×(40-0)=3.8㎜
一般的な人工大理石の熱膨張による伸縮量
●ソリッドカラー(3.2×10-5/℃)
長さ(m)
温度差(℃)
































この記事へのコメントはありません。